





 |
Принять специальную резиновую сборку ствола порошковой металлургии, расчетная степень сжатия винта, соотношение длин потока, трехступенчатое соотношение и другие параметры в соответствии с характеристиками сырья и использование сплавов высокой твердости для выбора материала и внедрение строгих стандартов допуска..
Это может сделать контроль температуры плавящегося клея стабильным., качество пластифицирующей смеси высокое, винтовой узел более износостойкий и прочный, и обеспечивает гарантию высокой точности впрыска.
|
|
Оптимизируйте и настройте структуру шаблона, а также сделайте его толще.. Избегайте ослабления фиксатора формы под высоким давлением., и деформация конструкции блокировки формы невелика. Укрепите шарнир и лопасть машины для блокировки формы и оптимизируйте кривую открытия формы.. Повышена долговечность и увеличена скорость разблокировки формы.. |
 |
 |
Серводвигатель высокой мощности используется в сочетании с серводвигателем с высоким крутящим моментом., и постоянный магнит принимает самый высокий уровень SH. Конструктивная ориентация этой силовой конфигурации — низкая скорость и высокий крутящий момент., который имеет достаточную перегрузочную способность и стабильные испытания на надежность в суровых условиях..
|
|
Динамическая стелька имеет двойные скользящие ножки., а площадь напряжения медной пластины из сплава увеличена для снижения давления. Она более долговечна, чем традиционная одинарная скользящая ножка., и может поддерживать открывающую и закрывающую матрицу с высокой скоростью и высокой нагрузкой. Превосходное соотношение опор подшипников эффективно обеспечивает постоянство нагрузки на шарнир и биту.. |
 |
– ДРУГИЕ СИСТЕМЫ –
| Головка винта в сборе | линейная направляющая | |
 |
 |
|
| Винт изготовлен из материала высокой твердости и покрыт гальваническим покрытием., что позволяет легко очищать остатки сырья, предотвращает появление черных пятен и пестрых цветов на изделиях, полученных литьем под давлением, и предотвратить винт от коррозии. | Точность повторения положения впрыска достигает 0.1 мм (использовать: протестировано в стандартных заводских условиях) На стартовом мостике используется линейная направляющая с утолщенным кронштейном, обеспечивающая минимальное сопротивление действию и обеспечивающая высокоскоростную реакцию впрыска.. |
|
| Скользящая ножка | Масляный контур большого диаметра | |
 |
 |
|
| Динамическая стелька изготовлена из медного сплава с двойной направляющей., который имеет меньшее сопротивление при открытии и закрытии зажимного приспособления на высокой скорости и обеспечивает долговечность механического движения. | Режим управления масляным контуром большого диаметра и низкое внутреннее сопротивление для улучшения отклика и точности повторения действий.. |
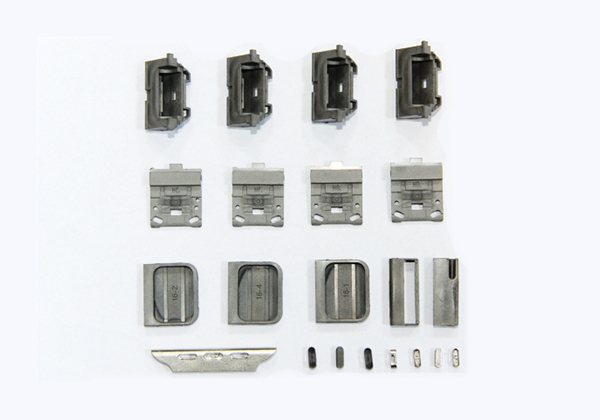
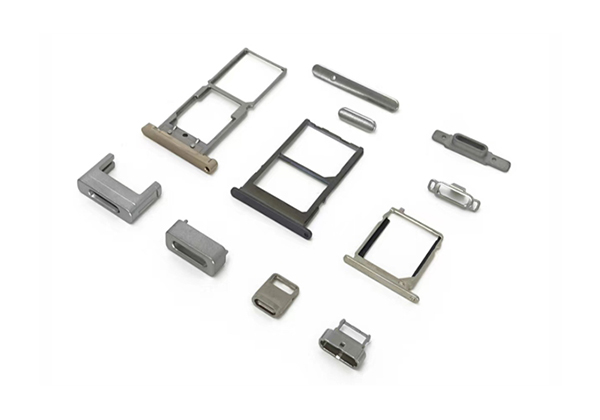
Параметры термопластавтомата MIM для порошкового формования
| Модель | Единица | YZ90S-МИМ | Y120S-ME | YZ160S-МИМ | |||
| Международная стандартная модель | 194/900 | 228/900 | 228/1200 | 439/1600 | |||
| Система впрыска | |||||||
| Диаметр винта | мм | 22 | 26 | 26 | 28 | 31 | 36 |
| Соотношение длины и диаметра винта | л:Д | 22:1 | 22:1 | 22:1 | 20.5:1 | 22:1 | 20.5:1 |
| Теоретический объем впрыска | см³ | 62 | 86 | 86 | 100 | 142 | 191 |
| Теоретический объем впрыска | г | 326 | 456 | 456 | 528 | 752 | 1014 |
| унция | 11.4 | 15.9 | 15.9 | 18.5 | 26.3 | 35.5 | |
| давление впрыска | МПа | 316 | 257 | 257 | 221 | 273 | 203 |
| скорость впрыска | мм/с | 171 | 151 | 188 | 188 | 156 | 156 |
| скорость закачки | см³/с | 65 | 80 | 100 | 116 | 117 | 158 |
| ход впрыска | мм | 162 | 162 | 162 | 162 | 188 | 188 |
| Скорость винта | об/мин | 221 | 221 | 276 | 276 | 295 | 295 |
| Система зажима режима | Пятиточечный шарнир | ||||||
| Удерживающая сила | КН | 900 | 1200 | 1600 | |||
| Ход зажима | мм | 320 | 360 | 425 | |||
| Максимальное расстояние открытия шаблона | мм | 680 | 810 | 925 | |||
| Допустимая толщина матрицы | мм | 130-360 | 145-450 | 160-500 | |||
| Внутреннее расстояние в четыре строки (горизонтальный * вертикальный) | мм×мм | 360×360 | 410×410 | 460×460 | |||
| Размер шаблона (горизонтальный * вертикальный) | мм×мм | 550×550 | 600×600 | 670×670 | |||
| Линейка отверстий для позиционирования формы | мм | ∅100H8 | ∅125H8 | ∅125H8 | |||
| Прочность наперстка | КН | 23 | 34 | 42 | |||
| гонка наперстков | мм | 80 | 120 | 140 | |||
| Номер наперстка | шт. | 1 | 5 | 5 | |||
| Энергия/электричество | |||||||
| Давление в системе | МПа | 17.5 | 17.5 | 17.5 | |||
| двигатель масляного насоса | КВт | 17 | 20 | 27 | |||
| Электротермическая энергия | КВт | 5.5 | 6.5 | 6.5 | 9.8 | ||
| Зона контроля температуры | Раздел | 5 | 5 | 5 | |||
| Другие | |||||||
| Объем топливного бака | л | 160 | 185 | 230 | |||
| Вес машины | Тонны | 3.1 | 3.7 | 4.6 | |||
| Габаритные размеры (ДхШхВ) | мхмхм | 3.84×1.08×1.76 | 4.3×1.16×1.85 | 4.6×1.29×1.97 | |||
